
Fabric department mainly deals with fabric-related activities. Fabric inspection department is playing a vital role in the organization. Generally, the main function of Fabric technology department is to ensure the quality of fabric whether it is appropriate for the production or not. The functions of this department mainly two parts.
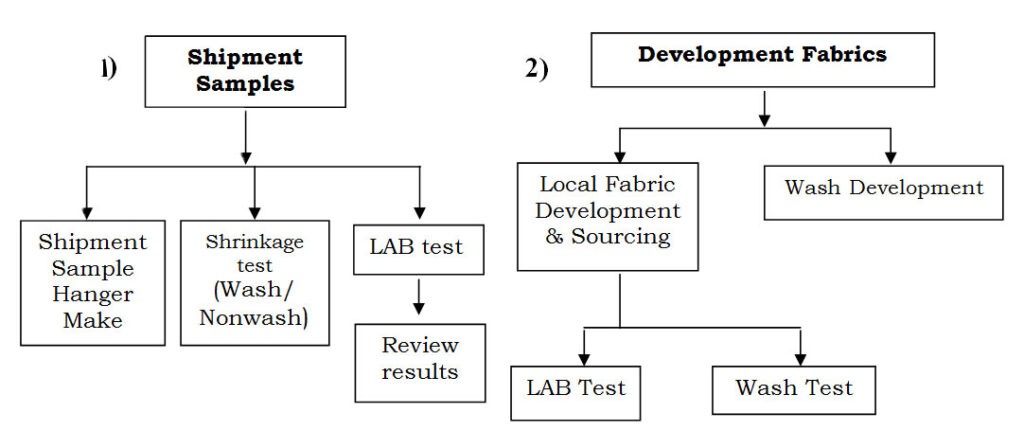
fabric inspection flow chart:
Table of Contents
According to instructions by Planning Department fabrics are taken from store to examine. Whenever the Fabric Inspection department received the invoice and the e-mail about the details of updated daily arrivals in the store, the fabric technology department conducts the following test–
- Issue a new roll of recently arrived fabrics to inspect.
- Put the fabric roll on the fabric inspection machine and checks whether there is any defects, damages, and spots etc.
- The inspector marks those defected areas and prepares a report. There is a certain standard of acceptable defects in the fabrics.
- They usually inspect the fabrics roll style wise and the 10% of the total fabrics of the same style are inspected.
- They also take a cut piece from the inspected roll to give for the Shrinkage checking.
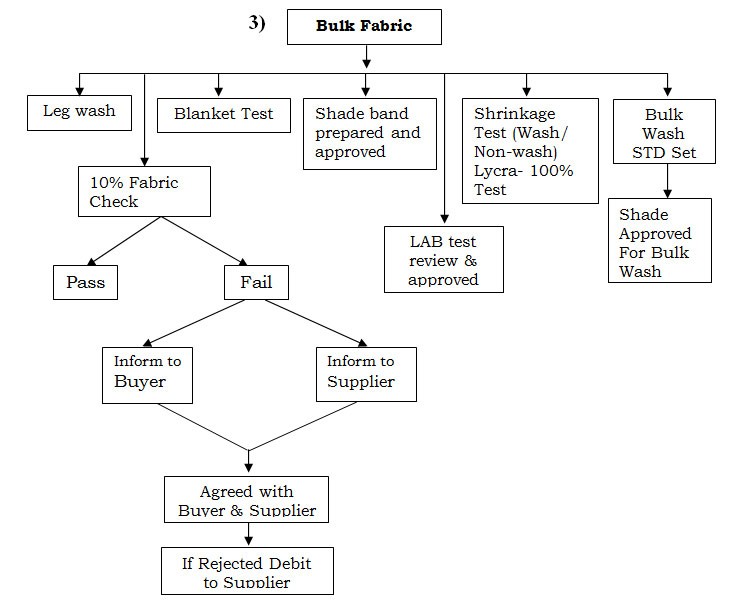
Generally, 10% of the total consignment of the fabric is inspected and these fabrics should be of the same style. If there is any fault and the fault exceeds 15 points then these are not acceptable.
The next step is to make the switch or cut pieces of each fabric and is then sent to the washing department. After this washing standard is checked and the fabric is tested with the machine called VARI VIDE under the lightbox TL 84 (Shade), D65 (Color), Fluorescent, Ultra Violate (OBA- Optical Brightening Agent). This instruction is given by the buyer and in shade grouping, it has to be followed strictly.
The advisor then signs the test report. Then there is another test called “Shrinkage Test” which is the measurement of shrinkage percentage of the fabric. The percentage is given to the store and sample room.
The overall procedures of Fabric Inspection can be presented as the Diagram next:
LAB Test:
The fabric technology department is responsible to conduct various types of tests to inspect the fabrics. These tests are grouped into the following two types:
- Physical Test
- Color Fastness Test
Physical Test:
Different types of physical test that are performed are as follows:
1. Stability Wash (P1A) : It is also known as shrinkage test, a programmable machine Washcator 71MP Lab is used to get done the test on 2kgs of fabrics as the sample.
2. Durability Wash (P5A): This test is made for verifying the durability of the fabric.
3. Weight/Meter 2 (P65): To measure the weight per square meter, Sample cutter machine is used for the test.
4. Label Wash (P99A): To verify the feasibility of a specified Degree of temperature that is mentioned on the label tag.
5. Assessment of non-iron fabric (P134): This test is made for assessing the smoothness of the fabric especially for school ware garments.
6. Assessment of non-iron Garments (P134A): This test is made for assessing Puckering/Seam; Crease; Smoothness of a garment.
7. TTF (Test to Failure): TTF testing usually used for button strength.
Colorfastness Test:
Color Fastness Test includes the following tests-
1. Colorfastness to detergent (C4A): Machine used for this test is called Washtech-P and standard used for the test is equal or greater than 4.
2. Colorfastness to Water (C6): Machine used for this test is called Incubator and standard used for the test is equal to or greater than 4.
3. Rubbing (C8): Machine used for this test is called Crock Meter and standard used for the test is equal or greater than 4. Different types of fabric are used for conducting the test called COTTON LAWN.
Test Report :
The test report is prepared by the Lab Technicians and has to be approved by the Fabric Inspection & Technology Team. If there is any problem found in the report regarding fabrics then they inform the store not to issue the fabric for the Bulk production.
all related report should be Record in Factory ERP software system for Future Research.






{kind=link}