
The garment industry suffers from many of the same problems facing any other manufacturing industry in the world today. Factories need to ensure that operations are efficient, that workers aren’t standing around idle because materials aren’t in place and that deliveries are timely. Quality issues and too much operating capital tied up in inventory are also problems common to all manufacturing industries. Lack of effective communication between the different levels of management and those on the factory floor, high levels of employee turnover, skills training, and employee motivation – all these are common. This means that the garment industry can also benefit from the successful application of Lean principles and lean manufacturing tools.
The purpose of this chapter is to explain the basic lean philosophy with some comments specific to the garment industry.
In the previous chapter, we explained how the JIT approach is crucial to reducing lead times and subsequently markdowns at retail. Lead time is the total of processing and retention time in the flow of materials and information. Processing time is the manufacturing time of the parts of the final product. Retention time is caused by waiting. Whether it’s waiting for parts where one part of the product is in overproduction but the other parts are not being produced in a synchronized fashion; waiting for information and approvals or waiting for the next worker to perform a job, the continuous flow has been broken. Lead time is also affected by unnecessary bureaucracy in the form of procedures, policies and rules, and otherwise disconnected flows.
Buyer’s Market
Table of Contents
Reduced lead time and markdowns are alone reason enough to go Lean. But there is another equally compelling reason. The fact that apparel manufacturing capacity in the world today is far in excess of capacity means that the apparel industry is a buyer’s market. In a seller’s market, the selling price for factories was established by the following formula:
Selling Price = Actual Total Manufacturing Costs + Desired Profit
But in today’s buyer’s market, it is the buyers who are imposing the selling prices, leaving the factories with less profit but not less costs. So unless they make active efforts to cut costs, factories will struggle to find other ways to improve their bottom line or grow.

Selling price is more or less established by market forces, in this case, the buyer. Desired profit is derived from the factory’s internal accounts. The only variable element in the equation is cost. Factories must start with accurate estimates for selling price and desired profit, and then design, define and plan costs in order to meet those two estimates. The formula now reads as follows:
Manufacturing Costs = Expected Selling Price – Desired Profit
But for most apparel factories, the manufacturing cost is currently calculated by simply using direct labor costs plus predetermined related operating costs for the various value-added activities. Without a comprehensive and aligned effort throughout the plant, it is currently too difficult for factory personnel to identify areas and opportunities for improvement. So they are reduced to focusing on traditional key areas such as line output, bundle throughput time, lead time and end line quality to measure performance. Yet there are so many other factors which occur in a garment factory that affect financial performance which is not costed, including:
- Salary structure
- Standby time
- Variation in workers’ pace
- Utilization of labor
- Parts evacuation (disengagement of the part from needle to another destination)
- Parts manipulation (pick-up and re-positioning of parts)
- Non-standardized work methods
- Inadequate production line layout
- Workplace and/or bundles organization
- Utilization of machinery
- Overall machinery and equipment effectiveness
- Disconnected management
- Inventories, Work in Progress (WIP) and space management
Failure to Improve:A condition plaguing many garment factories today is the general failure to improve. There are countless factors affecting the factory’s financial performance and buyers’ satisfaction. Relying on existing management and workers to improve those factors – as well as turn out daily production output – is virtually impossible. It also doesn’t help that in most garment factories today, management works to control rather than support. By focusing on the physical capabilities of the workers, management has actually taken away the ability of workers to think. The irony is that working with sewing operators to achieve improvement in the area where the least gains can be attained. The degree to which a plant can successfully improve depends on how much senior management is willing to shift authority and decision-making to the workers. The workers are the gravity center of the entire business. Without the participation and involvement of each and every worker, there can be no true improvement. Principles of Lean Manufacturing Tools: So just how can we drive value-added through the supply chain from worker to work in a continuous flow without the stoppage, without retention time caused by waiting, added labor or other unnecessary interference? Let’s look further at some of the foundations of Lean to try to answer those questions. What exactly is Lean Manufacturing Tools? For our purposes, the following definition is useful: A systematic approach to identifying and eliminating waste (non-value-added activities) through continuous improvement by flowing the product at the pull of the customer in pursuit of perfection. Let’s define further what Lean is and what it attempts to achieve:- Lean provides a common language at all levels and departments, aligning efforts from everyone in the organization towards the same corporate goals and objectives.
- Lean is a systematic approach to identifying and eliminating waste – and reducing costs – in the overall production process, in operations within that process, and in the utilization of space, time, labor and machinery.
- To Lean focuses on making the entire manufacturing chain flow continuously, not the piecemeal improvement of individual operations.
- Lean monitors manufacturing cost through restructuring and standardization of activities, resulting in consistency, simplification, and clearly connected processes.
- Lean flow the product at the pull of the customer in pursuit of perfection.Just in Time (JIT) & Jidoka
:All Lean manufacturing tools were built on the philosophy of the two pillars: Just in Time and Jidoka (Stoppage culture), developed by the engineers of the Toyota Motor Company at the end of WW II. Because of low demand for a wide variety of products, the Japanese were unable to use mass production concepts to build their business. If JIT is the approach, then Pull Production based on Customer Demand is the concept towards attaining that approach, while Lean Manufacturing Tools are applied in order to enable Pull (see Fig. 1). - The overall Toyota Process System is the method for dealing with the root causes of the Waste which blocks Continuous Flow and prevents successful Pull Production. Jidoka “Autonomation” is an important component of Lean Manufacturing tools and Strategy for high-production, low- variety operations, particularly where product life cycles are measured in years or decades.“Jidoka” refers to the practice of stopping the entire production line or process when something goes amiss. This has important psychological and practical effects that contribute greatly to “Continuous Improvement.” The idea is to eliminate overproduction, waiting and underutilized labor meeting cycle time. The main purpose is to bring attention to the problem, regardless of how small, and focus efforts on it. This forces a permanent solution. Value-Added vs. Non-Value-Added: Any activity that adds value to a product is considered a value-added. In sewing, this is defined as needle dipping, cutting, or any other unavoidable activity that cannot be changed or eliminated but can be simplified. Pretty much everything else can be considered to be non-value-added and therefore Waste. Essentially, waste is anything that the customer is not willing to pay for. Clearly, Waste is the singular enemy limiting optimal business performance and profits.
How Complexity Obstructs Improvement Efforts
Complexity in the Current State of a garment factory’s operations means simply that it is too complicated to attain the core objectives of reduced costs and lead time. So what causes complexity? Under TPS, the root cause of complexity is non-standardized work and practices which are known as mura. Mura leads to inconsistency and lack of reliability in a process and thus creates waste known as muda. The different types of Muda waste (see below) all impact on Continuous Flow, the cornerstone of Just in Time. In turn, Muda waste then results in muri which are unreasonable work imposed by management on workers or machinery because of poor organization. The end result of muri is overload or burnout in shopfloor workers, administrative staff and machinery.
If work methods and procedures are random, undefined and undisciplined, it is simply impossible to effectively teach workers to perform reliably or consistently, or to be able to improve when deviation from standards is observed (the basis of Continuous Improvement). As long as Muda waste is still blocking Continuous Flow in the manufacturing lean tools process, the effects of muri (overburdened and stressed out human resources and machinery) will prevent the organization from reaching its goals and customer objectives.
To sum up: In order to attain improvement in costs and lead times, Muda waste must first be removed. Then standardization measures must be implemented to eliminate mura. Once this happens, muri will automatically disappear.
The Eight Deadly Wastes (Muda):
Typically the major types of waste found in a manufacturing system including:
- Overproduction: This results from producing more than what is required by the next process, making it earlier than required by the next process, or making it faster than required by the next process. Resulting in:
- Additional space for work in process and raw materials
- Additional cost related to inventory management
- Higher ratio in stock turnover
- Slower return on investment
- Materials Waiting: This occurs any time continuous flow is broken and happens frequently when machinery utilization and efficiencies take priority over worker utilization and efficiencies. Poor line balancing is a common cause of waiting to result in time retention and idle workers such as:
- Waiting for next process
- Waiting for approval
- Inventories or WIP: This build-up of materials waiting between operations is caused by large-lot production or processes with long cycle times. This type of waste is caused directly by the 2 type of waste “Overproducing” and “Materials waiting”.
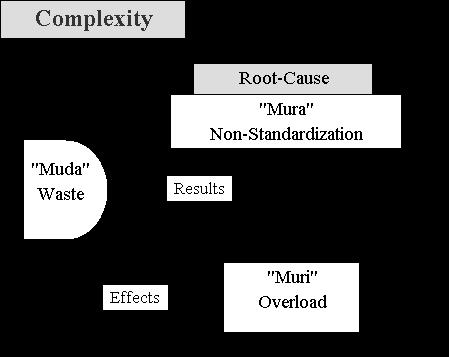
Fig. 2 Complexity: Mura, Muda, Muri
- Over-processing: This is created by unnecessary processes due to lack of methods and standardization, such as:
- Unnecessary marking, sorting, counting, bundling, stickering, trimming etc.
- Transportation: This happens when parts/product are moved throughout the factory by a separate transportation department; the cost of the operation does not add any value to the product and is therefore considered to as waste. Under Lean’s One-Point Flow, modular team workers are responsible for getting the sewn garment to pressing, packing/packaging of an individual garment and final bulk cartooning. Instead of improving transportation, a factory should try to minimize or eliminate it.
- Excess Motion: This occurs when equipment and machinery are inappropriately located and work methods are unrealistic. Overstaffing on production lines can also add unnecessary motions for :
- Excess evacuation
- To Excess handling
- Excess pick-up
- Defective Products: This is an obvious case of pure waste resulting in rework or rejects.
- The cost of raw materials (rejected garment)
- Time invested to make the rejected garment
- Time spent on rework
- Underutilization of Workers: This occurs when workers’ full potential is not tapped such as.
- Waiting for work from Upstream
- Waiting for information
- For Waiting due to machine breakdown
- Waiting for trims
- Waiting for management support
- Disconnectivity: This occurs when management functions are not aligned with line workers providing enough support in order to avoid waste. Major disconnected functions are found between:
- Shipping and planning
- Shipping and production
- Planning, cutting, and production
- Planning, cutting, and stores
- Engineering, mechanics, and quality
- Engineering, supervisors, and workers
- Quality and production supervisors
- Supervisors and workers
1. Andon system for lean manufacturing
Identification of Waste:
In the garment industry, we can find two categories of waste (Flow and Point). Flow is related to the movement of materials and information with a direct impact on lead time and the other is Point related to work behavior affecting directly the cycle time of the processes.
| Category | Identity | Impacts |
| Flow | Raw Materials and Information Flow | Extending Lead Time |
| Point | Work practices | Increasing Cycle time |
Materials and Information – Flow Waste
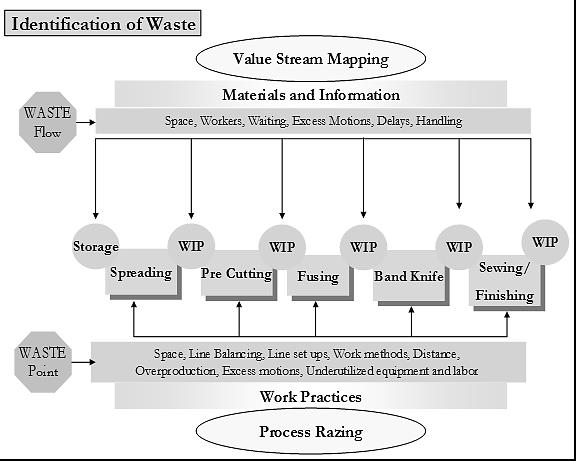
A further way to break down Waste is to see how it is generated in the flow of materials and information within the factory (see Fig. 3) and how it impacts the lead time and efficiencies.
- Waste resulting from materials flow – materials waiting for the next worker or process – impacts space and labor utilization as well as processing time.
- Waste resulting from information flow – waiting for technical sheets, instructions or management support – impacts labor utilization and processing.
Work Practices – Point Waste:
A further way to improve cycle time is to visualize the motions of an activity within the process (see Fig. 3) and how it impacts the cost and efficiencies.
Waste resulting from off-standard work practices – waiting for parts, line balancing issues, machine changeover or breakdown, excess evacuation, bundle or parts handling or numbers of workers, hesitation in pickups, unnecessary activities, and rework of defective pieces – impacts cycle time, labor utilization and processing time.
Identifying Waste :
Toyota applies two lean manufacturing tools to identify the waste prior to elimination Value Stream Mapping and Process Razing.
| Category | Tools | Areas |
| Flow | Value Stream Mapping | Raw Materials and Information |
| Point | Process Razing | Cycle time within processes |
In the garment industry, we find more than 80% of waste in the practices and 20% in the flow of materials and information.
Implementing only the lean manufacturing tools without understanding the current situation of the Lean manufacturing processes will lead to failure. Toyota’s improvement was based on the application of Process-Razing Techniques to improve the performance of the processes not only on value stream mapping.
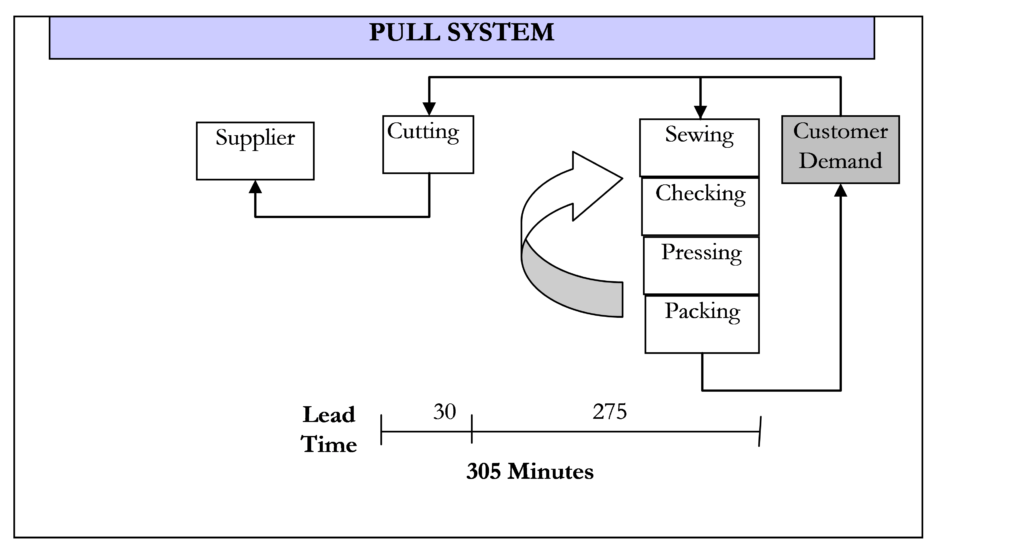
Pull Production
TPS is a Pull concept production method with two aspects:
- In manufacturing, Pull production is the production of items only as demanded or consumed by the customer. This Pull production is one of the Good lean manufacturing tools.
- In material control, Pull production is the withdrawal of inventory only as demanded by the user operation.
Materials are used only when a signal comes from the downstream user. In a Pull system, the customer is the trigger of production and material withdrawal while the sewing operators are the pacemakers of Pull signals.
When might Pull not be the goal?
If a factory has only one product with no variation or seasonal and steep fluctuations in demand for that product, Pull Production will not offer as many benefits as for a factory having a variety of products demanded by customers throughout the year. This does not mean that the identification of process waste and other Lean activities will not apply. It just means that Pull Production won’t be the ultimate goal of the waste elimination activities in that type of operation.
Prerequisites of Pull Production
Before implementing the Pull system, a factory must be sure to have achieved a certain level of proficiency in the first stage of Lean transformation in the following areas (which we will be discussing at later stages in this book):
- Waste elimination through Value Stream Mapping and Process Razingand Continuous Improvement
- 5S, Visual order, displays, and signals
- Cell design
- Team-based improvement activities
- Multi-tasked trained workforce
- Quick changeover activities
Analysis of Pull Production
When do you pull?
The material is pulled from the upstream process only as it is needed to replenish what has been used to produce fabrics, trims, cuts, sub-assembled parts or final garment. There is no pulling without a prior signal.
Where do you pull from?
- A supplier
- A warehouse
- An upstream process
- A Kanban quantity
- Supermarkets
- Another plant
What do you pull?
- Cut Parts
- Sub-assembled parts
- Finished products
- Containers, Cartons, Truck, etc.
What do you produce?
- Cut parts
- Components
- Sub-assembled parts
- Finished goods
Three Phases of Lean Applications in Pull Production:
We now need to introduce three key phases of Lean applications which are fundamentals in achieving Pull Production: Customer Demand, Continuous Flow and Leveling (see Fig.5). Customer Demand and Leveling are considered to be strategic tools while Continuous Flow is a Lean practice. These applications and their corresponding lean manufacturing tools are also phased in over the course of Lean transformation as part of the map of what is known in Lean as the organization’s Future State.
Phase 1: Customer Demand
This refers to the strategy of listening to and understanding the customer. Lean manufacturing tools enterprise thinks more about its customers than it does about running machines continuously to absorb labor and overhead. Ensuring customer input and feedback also ensures quality and customer satisfaction, all of which support sales.
A factory must first determine who the customer is and what the customer’s requirements are. Only then can the factory be in a position to meet customer demand. The various lean manufacturing tools and concepts for determining and meeting demand include the following, which will each be discussed at greater length later in this book:
- Takt time
- Pitch
- 5S
- Visual management
- Problem-solving methods
Phase 2: Continuous Flow
Each factory on the Lean journey must establish Continuous Flow to ensure that the right work arrives at the right time in the correct amounts to the right place, from incoming raw materials to shipping of finished goods and that everything flows without interruption, meeting both internal and external demand. This book will explore the various lean manufacturing tools and concepts for developing Continuous Flow including:
- One point flow
- Teamwork concept
- U-shaped work area design
- Worker Balance chart
- Process Razing
- Standardized Work
- Rapid Changeover
- Total Productive Maintenance
- Kanban system
- Supermarkets
- FIFO






{kind=link}