
what is the 5s system, and how to help this 5s for manufacturing? 5S is one of the widely adopted techniques in the manufacturing field to maintain standards.
Along with Standard Work and Total Productive Maintenance, 5S is considered a “Fundamental” Lean concept, as it establishes the operational stability required for making and sustaining continuous improvements.
The primary objective of 5S is to improve productivity by creating an organized workplace which is clean and in order. An environment where everything has a designated location.
In addition, many companies initiate their Lean Transformation by implementing 5S because it gives the opportunity of spotting waste and abnormalities easily which also helps establish the framework and discipline required to successfully pursue other continuous improvement initiatives.
Factories are like living organisms. The healthiest organisms move and change in a flexible relationship with their environment. People working in this factory consider the search of parts, equipment’s and tools a part of their jobs, because of the working among dirt, debris, and oil of the equipment. These conditions indicate a factory that produces far too many defective goods, that misses far too many delivery deadlines, and that suffers from low productivity and morale.
Objectives of 5S:
Table of Contents
5 Pillars of the Visual workplace leads to make your company a more pleasant workplace, greater job satisfaction, and an opportunity to provide creative input to the way your work should be done.
The benefit to your company includes higher product quality, lower costs, increased customer satisfaction, and corporate growth.
Top Welding helmet of this year
Most important things that 5S for manufacturing you must arrange a tool board so that anyone can get any tool within 30 seconds.
Benefits of 5S for manufacturing:
- Zero change over bring product diversification
- Zero defects bring higher quality
- should be Zero waste bring lower cost
- Zero delays bring reliable deliveries
- Zero injuries promote safety
- Breakdowns bring better equipment availability also Zero
- Zero complaints bring greater confidence and trust
- Zero red ink bring corporate growth
THE 5 PILLARS OF WORKPLACE ORGANIZATION :
- Sort
- Set In Order
- Shine
- Standardize
- Sustain
FIRST PILLAR: SORT (Seiri):

Sort means that you remove all items from the workplace that are not needed for current production operations.
Example:
- Unneeded of equipment, trims and others tools for current production to avoid obstacle to production activities.
- Quality defects result from unneeded in-process inventory and machines break down.
- A large quantity of inventory requires more space and management.
Definition of Sort (1st Pillar (Seiri): Sort is the first pillar of the visual workplace, corresponds to the just in time (JIT) principle of “only what is needed, only in the amounts needed, and only when it is needed.”
Implementing this pillar creates a work environment in which space, time, money energy, and other resources can be managed and used most effectively.
Implementing 1st Pillar Sort (Preparation of the day – Seiri):-
# Setting up the 5S Core Team
Prior to commencement of the project, a 5S core leader and the team must be created to set 5S for manufacturing Kaizen Event.
# Training the Core Team
Training the core team in order to understand what the 5S core team must cover? How to manage the project and communication across the organization? How to implement the barriers? Will be all covered at the beginning of this session.

Implementing 1st Pillar Sort (Day Seiri):-
Implement the Red tagging project Mapping the currently selected area (Task from Kaizen Event) place using the red tag strategy as a simple method for identifying potentially unneeded items in the factory, evaluating their usefulness and dealing with them appropriately.
Steps:
- Launch the red tag project
- Identify the red tag targets
- Set red tag criteria
- Make red tags
- Attach red tags
- Evaluate red tagged items
- Document the results (goals) of red tagging
Goals and the red tag targets are predefined in each workplace after the discussion with the 5S core team.
Suggestion 1st Pillar Sort (Seiri):-
Accumulation of unneeded items: Certain types of unneeded items tend to accumulate in factories and warehouses in predictable places. It has to take the decision how to dispose of the recognized unwanted items according to the type of the item. (Throw it away, Sell, Return, Lend out, Distribute, Central red tag area
Types of unneeded items:
- Defective or excess quantities of small parts and inventory
- Finished thread cones
- Unneeded fabric pieces
- Broken tools
- Empty oil bottles
Where it is accumulated:
-Rooms or areas not designated for any particular purpose
-In corners next to entrances or exits
-Along with interior and exterior walls, next to partitions, and behind pillars
-Under the eaves of warehouses
-Under desks and shelves and in desk and cabinet drawers
-Near the bottom of tall stacks of items
-On unused management and production schedule boards
-In toolboxes that are not clearly sorted
SECOND PILLAR: SET IN ORDER (Seiton)
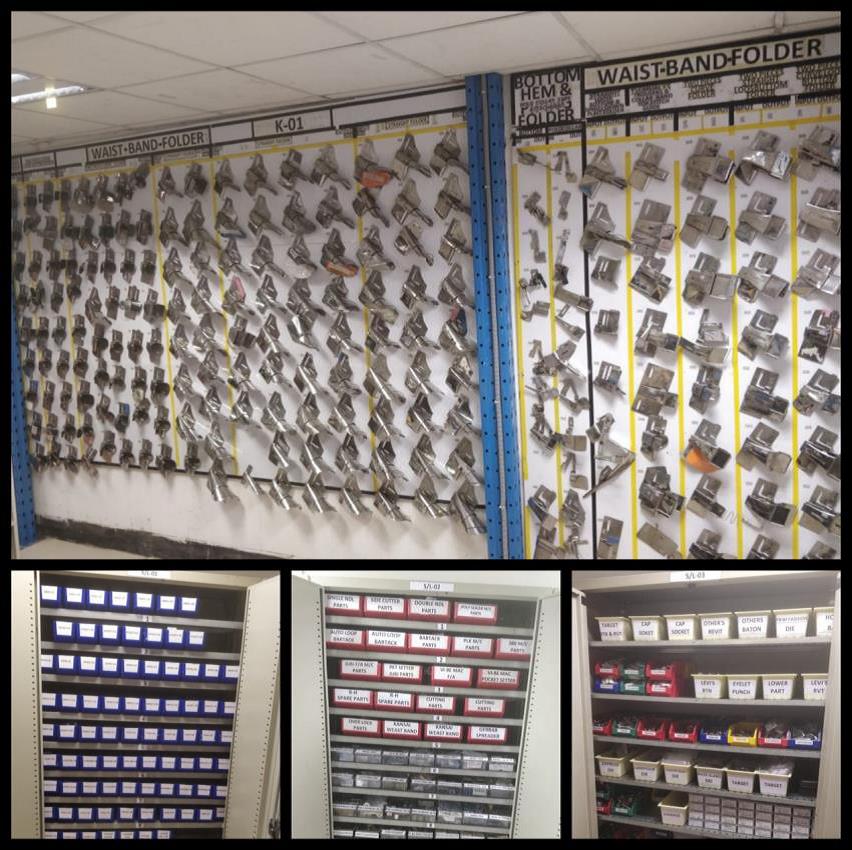
Set in order can be defined as arranging needed items so that they are easy to use and labeling them so that they are easy to find and put away.
Example
- All trims must be uniquely placed away organized in an identified and organized place. Rack, Drawers, etc.
- Documents, Metals parts as trims, etc.
- Arrange needed items so that they are easy to use and label them so that anyone can find them and put them away. The second pillar, Set in order can be implemented only when the first pillar is in place. Similarly, if sorting is implemented without Setting in order, it is much less effective. Sort and Set in order to work best when they are implemented together.
- Standardization means creating a consistent way that tasks and procedures are carried out. Set in order is the core of the standardization. This is because the workplace must be orderly before any type of standardization can be implemented effectively.
Implementing: 2nd Pillar Set-In-Order (day – Seiton):-
Step 1:
Before you arrange the best place for the separated needed items you must aware of the below principles. Next session aims to introduce these principles to the 5S for manufacturing core Team.
Principles of Motion Economy to eliminate waste :
- Use of Human body (9 principles)
- The arrangement of the workplace (8 principles)
- Designs of tools and equipment (4 principles)
Principles of storing Tools and parts of equipment to eliminate waste
- Locate items in the workplace according to their frequency of use
- Store items together if they are used together, and store them in the sequence in which they are used
- Devise the “just let go” arrangement for tools
- Make storage places larger than the items stored.
- Improve to the multiple functions of the tools.
- Store tools according to function or product
Step 2
Once the best location has been decided, we need a way to identify these locations so that everyone will know what goes where and how many of each item belongs in each location.
- The signboard strategy uses signboards to identify what, where and how many.
- The painting strategy is a method for identifying the location on floors and walkways.
- Color coding can be used to show clearly which parts, tools, equipment, and machinery in a given work area after set in order has been implemented.
- Outlining is a good way to show which parts, equipment’s and tools are stored where. Outlining simply means drawing outlines of parts, equipment, and tools in their proper storage positions.
Sign Board Strategy: The signboard strategy uses signboards to identify what, where and how many.
- Factory – workplace – line – the process
- Large and clear signs
- Use Colors to distinguish
- All machines identified by name and number
- All assets to have inventory number but placed discreetly not like the government debt. method
- Sizes should be appropriate
- All employees to have name tags
Grid System:
- Every building to be named A, B etc
- The grid system in large factory buildings and office buildings
- Every room to be labeled
- Every location or office should be able to be located without difficulty
- Label strategy from the entrance.
Floor Painting Strategy: The painting strategy is a method for identifying the location on floors and walkways.
- Working areas – green
- Aisles – orange
- Rest areas – Blue
- Warehouses – Gray
- Types of lines and sizes
- Door opening lines
- Storage space lines
- Traffic flow direction lines.
Safety Signs:
-“Don’t do “ signs
-“Must do” signs
-Warning signs
-Safe way signs
-Different colors
-Prominently displayed
“Homes” for equipment:
-Trolleys
-Pallets
-Cans
-Movable storage racks
-Waste Bins
-Forklift trucks
-Vehicles
-Other movable things
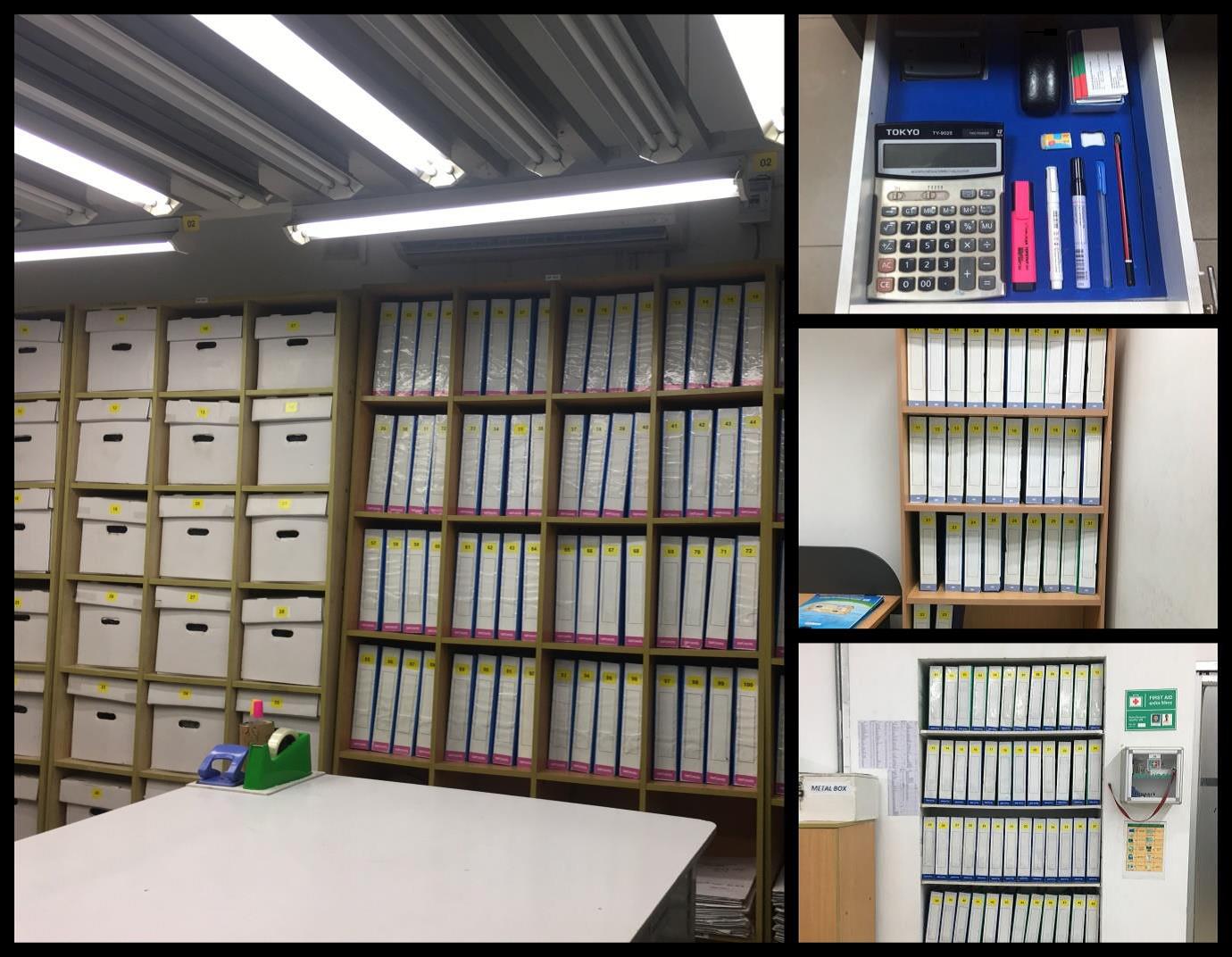
Storage of registers and files:
- File index displayed
- Color code
- Oblique lines
- Easy to see, easy to get and easy to return
- Identification strips on registers and books
- “Homes” for registers and books
- Index labels
- Tags for important pages
X – Axis, Y – Axis mentality:
- Everything should be aligned along the X axis and Y axis
- Notice boards, charts on walls, calendars, paintings etc.
- Machines and furniture wherever possible
- Shoe racks
- Vehicle parking
- Things on table tops
- No one should be allowed to keep anything out of alignment
Benefits of Set-In-Order “Seiton”: by implementing the second pillar, many problems can be avoided.
When the Set in order is well-implemented company will be able to eliminate the following wastes:
- Motion waste
- Searching for waste
- Human energy waste
- Excess inventory waste
- Defective products waste
- Unsafe condition waste
THIRD PILLAR: SHINE (Seiso):
Shine means sweeping floors, wiping off machinery and generally make sure everything on the floor stays clean. However, maintenance tasks must be taken daily through defined checkpoints.
Example
- Machinery dust off and maintained.
- The floor is free of any object could create obstacles and danger to employees and the product.
It is the component that emphasizes the removal of dirt, grime, and dust from the workplace. As such shine means that we keep everything swept and clean. Having a clean and bright environment everyone can enjoy the working. When everything is kept in top condition so that when someone needs to use something, it is ready to be used
Problems avoided by shine:
- Windows are so dirty that very little sunlight filters through. This leads to poor morale and inefficient work.
- Defects are less obvious in dark, messy factories
- Puddles of oil and water cause slipping and injuries
- Machines do not receive sufficient check up maintenance and tent to break down frequently. This leads to late deliveries
- Machines that do not receive sufficient maintenance tent to operate incorrectly at times, which can be hazardous
- Filthy work environments can be the lower morale
Planning: The 3rd Pillar SHINE Campaign:
Step 01:
The 5S for manufacturing team has to define the target for the cleaning activities and they have to nominate the subordinates to involve to this event. Shine targets are grouped into three categories: Inventory items, equipment, and space.
Step 02:
Assign the specific areas to individuals. The 5S team will make the 5S schedule. It includes who is responsible for cleaning which areas and which days and times of the day.
Step 03:
It is important to set aside times for these shine activities so that they eventually become a natural part of the workday. Tools required to clean have to be decided. Shorter time has to take to the cleaning activities.
Ex: We can ring a bell 5 minutes time per day or play music to clean the individual’s working environment by them.
Step 04:
Cleaning tools should be stored in the places where they are easy to find, use and return.
Daily Inspection and maintenance of Cleanliness:
Daily cleaning and periodic major cleanups must become a habit. Incorporating systematic inspection procedures into our Shine procedures.
Generally, when machines or other equipment begin to show signs of minor, sporadic malfunctions, the operator-not the maintenance people-notice it first. It is important to take advantage of operator sensitivity towards equipment.
Steps to undertake:
- Determine Cleaning/Inspection Targets
- Assign Cleanliness/Inspection Jobs
- Determine the Clean/Inspection method “Checklist”
- Implement Cleaning/Inspection
The 4th pillar STANDARDIZE (Seiketsu):-
The first three pillars are activities to organize the workplace. But standardize is the method you use to maintain the first three pillars Sort-Set in order and Shine.
Standardize pillar is to prevent setbacks in the first three pillars, to make implementing them a daily habit, and to make sure that all three pillars are maintained in their fully implemented state
Example: # Control methods
Problems avoided by implementing standardize activities:
- Conditions go back to their old undesirable levels even after a company-wide 5S for manufacturing & implementation campaign
- Tool storage sites become disorganized and must be put back in order at the end of the day
- Cutting pieces constantly fall on the floor and must be swept up.
- Even after implementing Sort and Set in order, it doesn’t take long for office workers to start accumulating more stationary supplies than they need
Assign 3S responsibilities: If people are not given clear 3S job assignments based on their own workplaces, the Sort, Set in order and Shine activities will not have much meaning. 5S team has to make the 5S for manufacturing checklist showing clearly who is responsible for each job, which area, what to do, and when to do it.
Integrate 3S Duties into regular work duties
Maintenance of 3S must become a natural part of everyone’s regular work duties. As we discussed earlier we can launch “5 minutes 5S” program for every day. It will cover all three pillars (Sort, Set in order and Shine) rather than just the third.
After we have assigned three pillar jobs and have incorporated three pillar maintenance into the everyday work routine, we need to evaluate how well the three pillars are being maintained.
5S Team has to make the Standardization-level checklist to evaluate the maintenance level.
Prevention:
When we find that cutting machine has not been put back correctly, we immediately take care of that. When we find cut panel extra parts are felt on the floor we immediately clean it. Making these actions habitual is the foundation of Standardize. However, when the same problems keep happening over and over again, it is time to take the concept of Standardize to the next level: prevention.
To take this pillar to a higher level, we must ask “why..”
- Why do unneeded items accumulate (despite sort procedures)…
- Why do tools get put back incorrectly (despite set in order procedures)…
- and Why do floors get dirty (despite shine procedures)…
When we ask “5 why” repeatedly, we eventually find the source of the problem and can address that source with a fundamental improvement. Such improvements can help us develop Unbreakable Standardization.
FIFTH PILLAR: SUSTAIN (Shitsuke)
Sustain making a habit of properly maintaining correct procedures. The first four pillars can be implemented without any difficulty if the workplace is where employees commit to sustaining the 5S conditions Without Sustain the others four pillars will not last long. Sustain is not a technique and different than the other four pillars, the result cannot be seeing. Sustain means to make a habit of properly maintaining correct procedures.
Without your commitment to Sustain the benefits of 5S for manufacturing activities, implementation of the first four pillars quickly falls apart. However, if the rewards of implementing the first four pillars are greater for you than the rewards of not implementing them, sustaining them through the fifth pillar should be something you take to naturally.
Implementing the first four pillars should make your workplace more pleasant to work in, your job more satisfying and communication with your coworkers easier. It should also make your work more efficient and of better quality, which will hopefully lead to a reward of your efforts by your company.
Commitment to it exists in people’s hearts, mind and only their behavior show its presence. Similarly, the 5S core team has to create conditions or structures that will help Sustain and commitment to the five pillars. The types of conditions that are most useful for this are as follows:
The factory must create conditions or structures that will help to sustain a commitment to the five pillars such as:
Awareness: You and your employees need to understand what the five pillars are and how to import to sustain them.
Time: You need to have or make enough time in your work schedule to perform 5S for manufacturing daily.
Structure: You need to have support for your efforts from management, in terms of acknowledgment, leadership, and resources.
Rewards & recognition: Your effort need to be rewarded.
Satisfaction & Excitement: Implementation of 5 Pillars must be fun and satisfying for you and the company. Excitement gets communicated from person to person allowing 5S to build as it involves more people.
Tools & Techniques to sustain 5S Implementation:
There are many tools and techniques your factory can use to help sustain commitment to 5S implementation. We offer these below so you will be aware of them. And also the 5S team can develop some tools for the same purpose.
5S Slogans: Communicate the themes of the five pillar campaign in your factory. They can be displayed on machines, stickers, flags, or posters
5S Posters: 5S slogans descriptions of 5S for manufacturing activities can be posted throughout the workplace.
and 5S Photo: Storyboard “Picture is worth a thousand words.” Photo exhibits and Storyboard showing the before and after of 5S implementation activities.
5S Maps: Can also be used to get employee involved in five pillar improvement on an ongoing basis. Those should be hung in a central location with suggestion cards attached so anyone can suggest improvements.
5S Pocket manuals: Can be created that contains five pillar definitions and descriptions, and is small enough to fit into the pocket of work clothes.
5S Department tours: When one department in a company has implemented the five pillars successfully, it can serve as a model area for other departments to come to visit. Since “seeing is believing,” this technique is extremely effective for promoting 5S for manufacturing & implementation throughout a company.
5S Months: Campaigns should be designate two, three or four months every year as “5S Months.” During these months, various activities such as 5S seminars, field trips, and contests can be carried out to further promote 5S implementation in the company.
Resistance:
- What’s so great about sort and set in order?
- Why clean when it just gets dirty again?
- We already implemented Sort and Set in order.
- We did 5S years ago
- Why do we need to implement the 5 pillars?
- We are too busy with 5S activities
Cautions – 5S:
- Start with the first 3 Pillars at a specific area.
- Once is done create a Roll out a plan o cover the entire factory
- Then Standardize to create the habits of the first 3 pillars through evaluation and checklist then built the habits into the system
- Create an awareness environment with pictures, posters, activities, launch every 4 months 5S activities, etc. in order to sustain the changes
Create the Kaizen Event for 5S:
5S for manufacturing & Implementation must be done under 3 Kaizen Events as follows:
Event 1: Covers the 3 Pillars Red Tagging, Get the requirements such as Shelves, tables, set them in order then shine.
If the tools and requirements are on hands then this event can be a 1-week event for one specific area. If not then it can be a 2 weeks event.
Event 2: Covers Standardize – 1 Week
Event 3: Covers Sustain and Consciousness – 2 Weeks






{kind=link}